| Author |
Message |
    
billschaller
Senior Member
Username: billschaller
Post Number: 701
Registered: 12-2003

| | Posted on Saturday, February 15, 2020 - 07:37 pm: | 




|
Sure wish I hadn't missed the sale.
1915
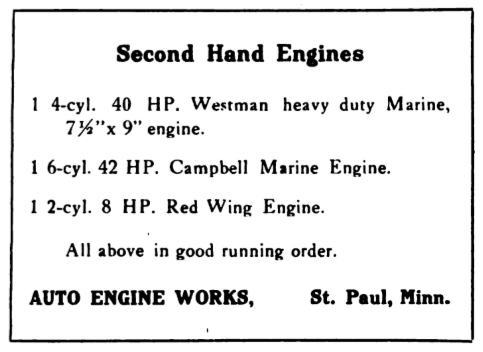
I do have a 1 cyl Westman, a 3 cyl Campbell, and a few 1 cyl 4 HP Red Wings, but somehow I am missing all three of those. |
bruce
Senior Member
Username: bruce
Post Number: 693
Registered: 07-2002
| | Posted on Saturday, February 15, 2020 - 08:07 pm: |
|
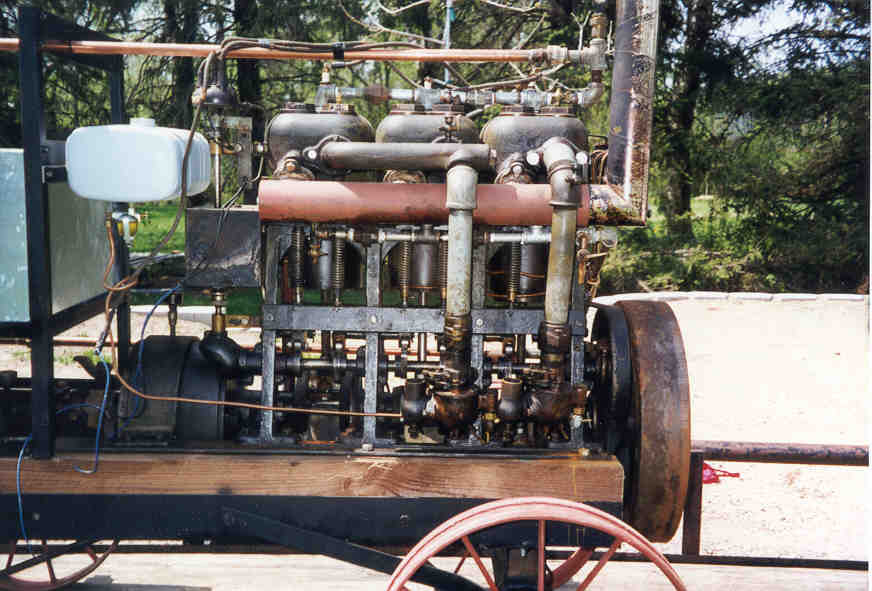
Bill. Do you have pictures of the 3 cyl Campbell to share here?? |
billschaller
Senior Member
Username: billschaller
Post Number: 702
Registered: 12-2003
| | Posted on Monday, February 17, 2020 - 10:59 pm: |
|
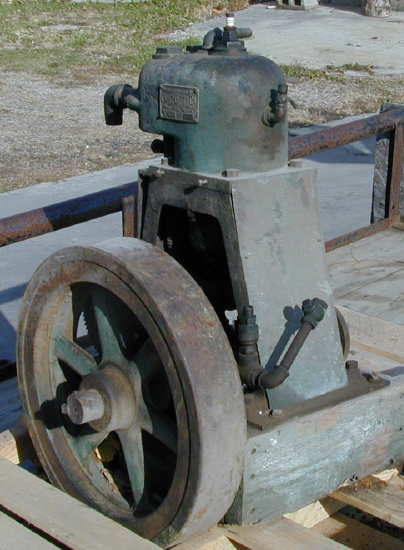
Sure, I have owned this engine along time. It was installed in a ferry at Bayfield in the Apostle Islands of Lake Superior. It got shoved in the back of my shed, and I haven't taken any newer pictures.


 |
billschaller
Senior Member
Username: billschaller
Post Number: 703
Registered: 12-2003
| | Posted on Monday, February 17, 2020 - 11:04 pm: |
|
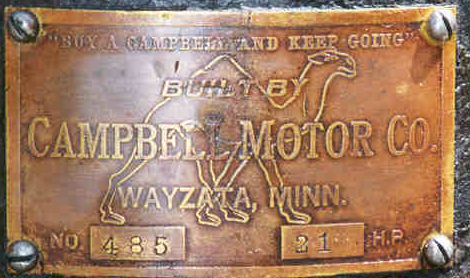
I also have a 1 cyl. This one came from way up North near the North Dakota border.



 |
johnny
Senior Member
Username: johnny
Post Number: 622
Registered: 03-2006

| | Posted on Tuesday, February 18, 2020 - 07:12 am: |
|
WOW! Nice engines, Love the open crankcase. |
bruce
Senior Member
Username: bruce
Post Number: 694
Registered: 07-2002
| | Posted on Tuesday, February 18, 2020 - 10:37 am: |
|
Thanks for sharing Bill. Love the combo camshaft/timer drive scheme.
I saw a 4 cyl Campbell engine
in a boat at the Canadian Muskoka Lakes antique boat show years back. The owner had had a nice period boat built for it. Miro Forrest on here may know more about the boat and engine. |
billschaller
Senior Member
Username: billschaller
Post Number: 704
Registered: 12-2003
| | Posted on Tuesday, February 18, 2020 - 11:53 pm: |
|
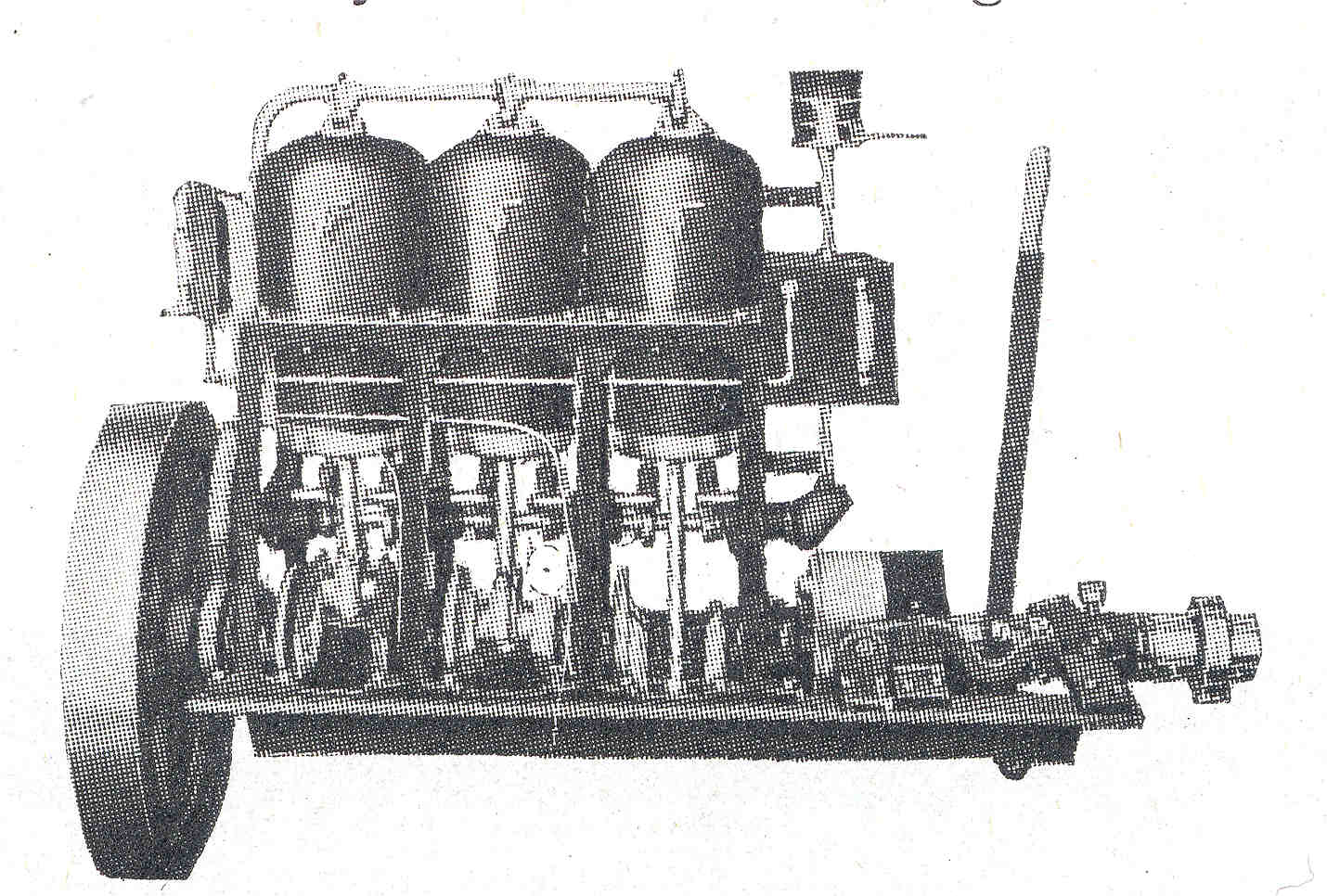
The 3 cylinder is made so it can run 1, 2 or all 3 cylinders at any given time. In one of the Weston Farmer books, he talks about cutting across the Campbell Motor factory, and there were old wore out engines laying about rusting away. It was in 1918, so they must have been some really neat stuff. They also made an outboard.

 |

