|
| Twin cylinder Blaxland rebuild |
| Author |
Message |
    
Andrew Matthews
Member
Username: andrewm
Post Number: 6
Registered: 12-2009
| | Posted on Monday, March 26, 2012 - 05:16 am: | 




|
Hi All,
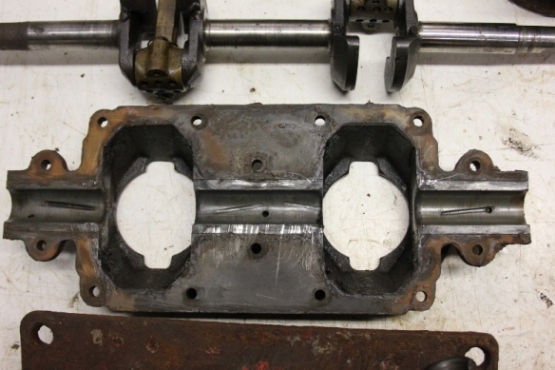
I've acquired a Blaxland TXRR? that looked very sad in a composting hull. It is complete and had a dynastart fitted. It turns over fine but the main bearings are flogged out on the flywheel end of the crank. The massively misaligned dynastart pully wasn't concentric with the flywheel... I've pulled it right down and plan on performing a complete rebuild. The gentleman from Blaxland (I've forgotten his name, sorry) near Glouster was very helpful when I spoke to him on the phone regarding ring gaps and the like.
The cylinders, pistons and bores appear in great condition.
I've purchased a 3.3kg ingot of "A" grade babbitt metal (89.5% Sn, 7.5% Sb, 3.5% Cu)with the intention of pouring new main bearings.
I've been told that the crankcase is supposed to be seperated with metal shims. This engine just had some sort of gasket material. So I have a few questions for the wise.
1. What are the shims made from, how thick are they and are they available? If not I'll get some laser cut.
2. I was planning on pouring each crankcase half around a former that is a bit smaller than the crank. I was then going to face each half and then line bore the assembled lot with the shim in place. Am I on the right track or do you hand scrape each half in turn to get the 0.002" clearance?
3. Assuming that I get this far, the big end bearings are a bit loose as well.If I shave a bit from the caps to reduce the clearance, won't they then be oval rather than round? How is this wear addressed?
4. The gudgeon pins are also a little sloppy, both in the piston and the small end of the rod. Oversize gudgeon pins would be the answer but from where?
I have a million other questions and I'm sure have overlooked other fundamental points but am keen to learn some "old school" rebuilding techniques.
Cheers, Andrew
     |
quinton wilkinson
Senior Member
Username: qwilkin
Post Number: 61
Registered: 08-2009
| | Posted on Monday, March 26, 2012 - 05:29 am: |
|
Try Tod Vidgren at Central coast NSW a great help to me and all things Blaxland tel 02 4363 1361
He is on this site
Quinton |
Andrew Munns
Senior Member
Username: johnoxley
Post Number: 56
Registered: 04-2010
| | Posted on Monday, March 26, 2012 - 08:45 pm: |
|
The old way is well described in Dykes for Model T Fords - they heated the crankcase to run out the old white metal, then wire brush the bed - while still hot they fluxed the cast iron. Then they smoked the crank with soot from a yellow flame, positioned the crank in its bore and packed to height (and alignment with the cam gear). White metal is poured in after "luting" the gaps with leather washers and fireclay. Ford mechanics then ran the bearings in on a motoring stand, but I would do this steam engine style with engineers blue and a scraper. The paper joint between the crankcase halves is original.
On steam engines, we remetal bearings in a jig, then bore and scrape to fit. Cranks would also get a deflection test to check for alignment. (These engines often too big for general automotive practice of line boring.) |
|
|
|


|